
CONEX Principle
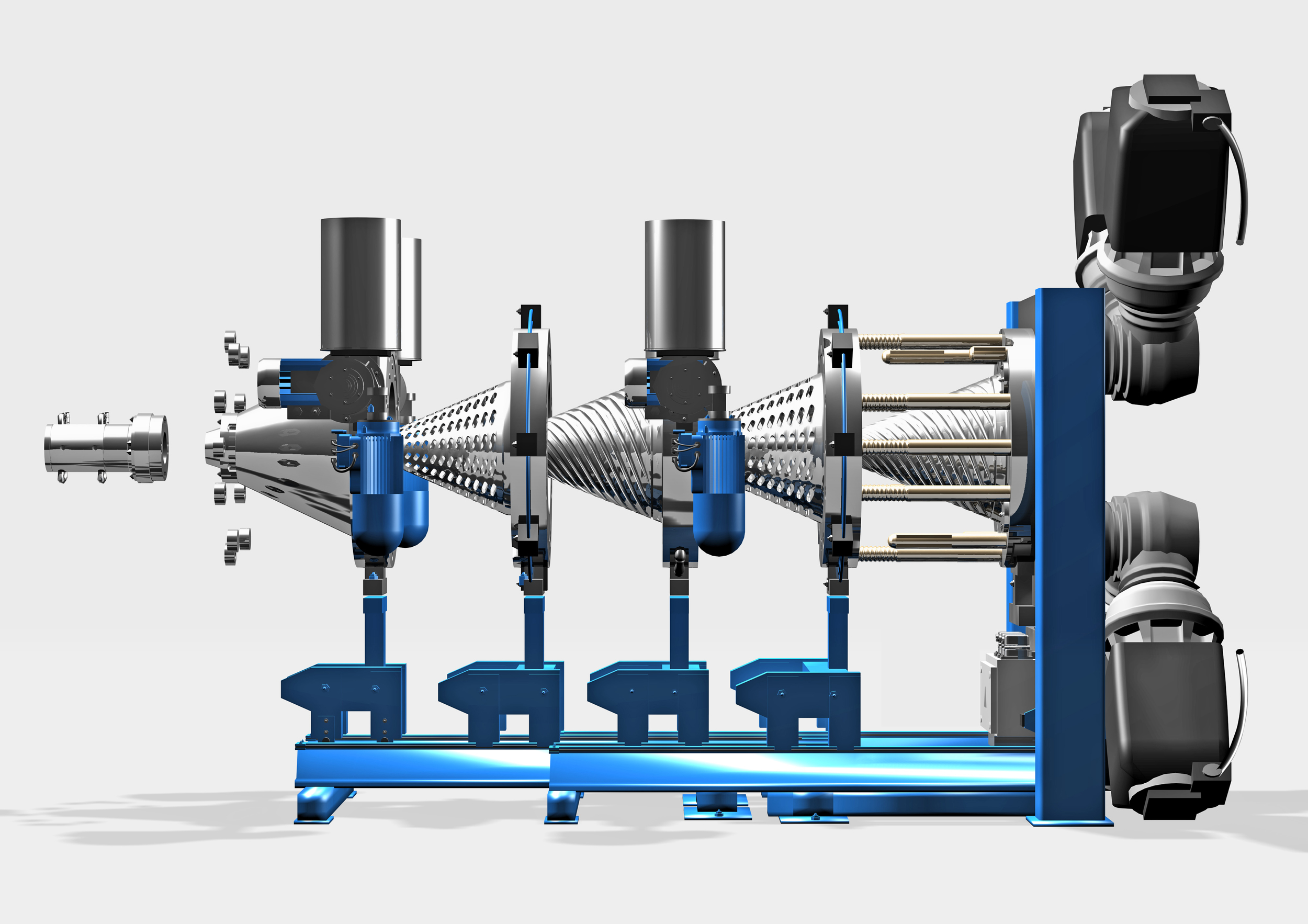
Illustration of a 2-rotor CONEX-extruder at open position with telescopic frame placed on floor
Multirotor CONEX-extruder principle is an engineering masterpiece combining individually controlled conical rotors nested inside each other in a very compact way. Each rotor is surrounded by two stationary stators in and out and fed by individually controlled forced feeders at 3 and 9 o'clock positions. Thus a 2-rotor CONEX-extruder for A_B_A multilayer product structures contains 2 rotors, 3 stators and 4 feeders.

Stators a tempered each at two sectors, feeding and melting, by tempering oil circulation set by control panel. It enables besides of heating mode also cooling of stator surfaces in case of excess friction heat generation. Forced feeders are electrically heated and, besides of downsizing of possible larger particles existing in material formulations by their compression screw design, preheat the material formulations for releasing residual moisture which is evacuated at the feeding section of rear stators.
The extruder i.e. nested rotors and stators, is placed in a telescopic frame either hanging or on floor in a supporting metal structure for easy and rapid opening and maintenance. Each rotor is turned by two motors fixed at sturdy back plate via planetary gear boxes.

* Step 1: entry into inner stator groove n.o 1 and travel until rotor hole row 1
* Step 2: rotor hole transport until outer stator groove n.o 1
* Step 3: entry into outer stator groove n.o 1 and travel until rotor hole row 2
* Step 4: rotor hole transport into inner stator groove n.o 2
* Steps 1 to 4 repeated multiple times and each time the flow enters or leaves the rotor hole, it becomes sharply cut
The size of CONEX-extruder is defined by the size of its conical rotor diameter measured at the point of material feeding. Standard sizes made are; 280 / 380 / 500 mm giving outputs in range of 50 to 500 kg/h with 2 rotors. The two nested rotors are turned one clockwise and the other counter clockwise providing a tube-in-tube melt form where fibre orientation accordingly results a cross-oriented matrix in the final product.
Download animation of 2-rotor CONEX, patented "CWE" rotor design, telescopic frame on floor, click here (avi 15Mb)
Download test report of CONEX CWE 380-1 in direct extrusion for wood-plastic composites in high fibre ratio from undried pine wood issued by Technical Research Center of Finland (VTT), click here
See an animation of a CWE 500-2 line (example), click here (wmv 16Mb)
CONEX features & benefits; summary click here
CONEX die design is different from screw extruders. The same die is used for single layer as well as for multilayer products without side extruders. The number of layers in the product is defined by the number of rotors in the CONEX-extruder while each rotor is conveying its own material formulation. CONEX-extruders provide always a tubular flow with a hole in the middle and the die is used to form the tubular flow into the desired product shape.
See below a drawing of a CONEX decking board die set. The 5 pins with tempering oil circulation and leaving longitudinal 5 holes in the decking board are fixed to the mandrel which is fixed to the extruder rear stator and the mandrel goes thru the entire extruder. The die giving the decking board outer dimensions is fixed to the front stator and thus the die set inner parts and outer part are not connected to each other resulting no "spider legs" in the die and no weld lines in the product !
to see an animation how to make multilayer (WPC) panels in various thicknesses with a CONEX panel die, click here (wmv 9Mb)



CONEX hollow decking board die set with removable pins

Photo by dany13